7. 遠赤加熱の効果(実施例 その2)
1.工業用加熱について
遠赤外線の加熱利用は昭和40年代から盛んになり主として自動車産業に関する塗装乾燥から始まった。目的は主として能率UP(生産量UP)であった。加熱処理が短時間で行われる事から生産性向上になり、生産量が一定の場合は加熱炉長が短くなる。設置面積が小さくなった分、スペースが空き他の装置が設置できることになる。遠赤外線加熱は高効率であることが認知され始め、木工関係、家電、カメラ、プラスチック、自動車産業関連の部品の塗装乾燥硬・加工・水分乾燥・予熱等に広く使用され熱処理工程の一部門として広く採用されるようになった。その後加熱効率以外にも他の加熱方法より温度分布の均一性から品質向上にもなることが判り基板関係やアニール等の加熱にも利用され始めた。近年になり生産工程がクリーンルーム内で行われることが多くなり、遠赤外線加熱のような放射加熱は最適な方法となる。たとえば塗装乾燥から基板加熱、フイルム加熱、プラスチック加工等、対流加熱は好ましくない生産工程で採用されている。また最近では加熱炉の設置面積に制限がある場合、炉長の短くなる遠赤外線加熱や、熱風炉のような風を使用したくないクリーンルーム内加熱に最初から遠赤外線加熱を指定する企業が増加している。温度制御がほとんど完璧にできることから温度分布の良好な全自動の加熱炉が設計できることは大きなメリットになる。
2.有機物の加熱について―(例)メラミン塗装乾燥硬化
メラミン塗装は熱風炉使用の場合、130℃3分加熱がスペックとなっている。しかし実際の乾燥は130℃雰囲気に直接接すると塗装表面の温度が急速に上がるため膜が張り内部の溶剤を閉じ込めらることになる。塗装内部の温度が上がると溶剤の蒸発のため発泡現象や亀裂が生じる。これを避けるために30℃まで徐々に昇温させ塗膜厚み方向全体から溶剤蒸発を行わなければならない。従って硬化まで昇温と硬化時間を合わせ約20分ほど掛ることになる。
これに反し遠赤外線加熱は最終的に130℃になるヒーター温度の炉中に予備加熱なしで投入しても3分で硬化し、塗膜硬度も熱風加熱よりも優れる場合が多い。約1/6~7の時間で処理できることになる。
遠赤外線炉と熱風炉の炉内温度を130℃同一とした場合の昇温特性を図1に示す。参考例としてすでに加熱硬化させた鋼板の昇温をグラフ1に示す。
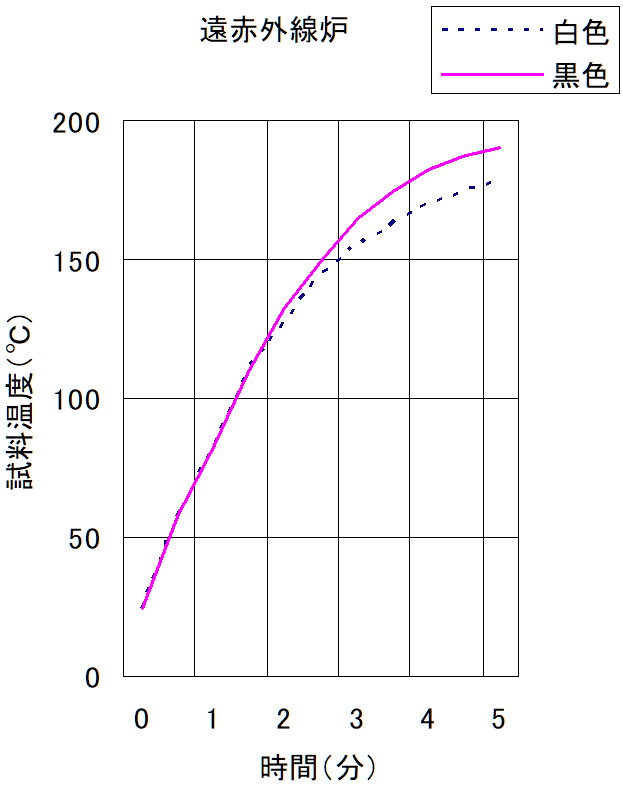
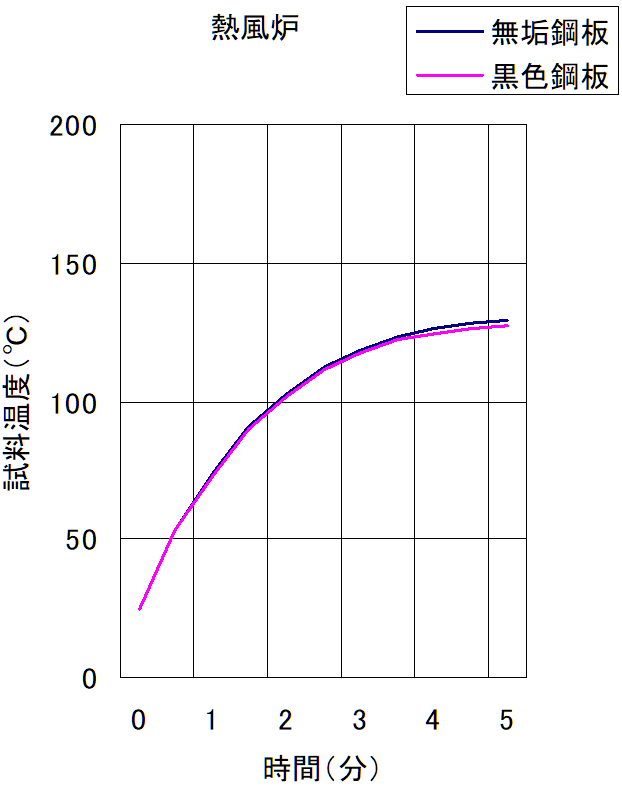
グラフに示した様に熱風炉加熱は遠赤外線炉の約2倍の処理時間がかかることが判る。しかし熱風炉加熱の場合このように加熱すると発泡現象や塗膜に亀裂が入る。そのため徐々に昇温し20分かけて処理することになる。一方遠赤外線加熱は雰囲気温度とほとんど関係なくヒーター温度により昇温速度が決まる。従って処理速度に合わせヒーター温度を変えることができる。熱風炉の場合、熱風温度以上には当然昇温せず時間もかかる。塗装乾燥だけでなく被加熱物によらず熱風炉のおおよそ1/2の加熱時間で処理できることが多い。
3.金属加熱について
遠赤外線加熱は高分子や有機物な加熱に有効であることは広く知られている。金属は長波長側に吸収体がないので効果がないとされているが、実際は加熱ヒーターの温度が高いのと温度分布が良好なため熱風炉と比較しても処理時間が短くできる例が多い。また最近クリーンム内での加熱処理が増え遠赤外線加熱で検討されることが多くなっている。
【 実施例 】
1)処理物 円筒形鋳物 外形φ45、内径φ40
目的内面・外面共100℃にする。
※ 熱風の場合外面を100℃以上にすることができないため風の温度も100℃となる。
※ 遠赤外線加熱では外面が100℃になるヒーター温度で加熱することができるため昇温が速い。
2)ステンレス薄板の加熱
4.実施例
1)変圧器金属匡体焼付乾燥
※ 高効率のため省電力・省スペースになっている。
2)ユニクロメッキ鋼板の塗装乾燥
※ 60分掛けていたのが1/3以下の処理時間になった。
3)スチールデスクのゴム系接着剤乾燥
※ 設備電力は不明だが加熱時間は1/3となり省スペースとなっている。
4)エポキシ系接着剤の乾燥硬化
※ 遠赤外線加熱することにより温度を上げることができ処理時間の短縮になった。
5)プラスチックシートのプレス成型前の予熱
※ 遠赤外線加熱に変え設備電力・消費電力とも減少し省エネルギーとなった。
6)ワニス塗布トランスの加熱乾燥
トランスコア部・樹脂テープが100±10℃にする。
※ 遠赤外線加熱することにより温度を上げることができ処理時間の短縮になった。